A deeper dive into Urethane Casting

Urethane casting materials are specially developed for creating functional, small-batch parts, whether rigid or flexible. The urethane-based thermoset resins cure in a low-pressure environment, requiring minimal equipment and enabling quick turnarounds. These materials are crafted to closely replicate production resins, making urethane casting ideal for validating designs bound for full-scale production—or for producing low-volume parts with dependable, production-quality traits.
Each batch uses two-part thermosets, customizable with additives, and molded to your specifications. With options to prioritize stiffness, heat resistance, clarity, or softness, we have solutions tailored to meet your project’s unique demands

Think Urethane Casting might be the answer ? Check out our no strings attached calculator tool “Instant Calculator"
Get StartedFinishes Options: When it’s time for production parts, we can match specific mold textures or polish finishes to fit your needs. Plus, we offer performance-enhancing coatings like EMI shielding, soft-touch paint, or clear coat to ensure your parts meet every functional and aesthetic requirement.
Color Match: Urethane casting has a distinct advantage over other prototyping processes: we can cast parts in your custom Pantone color, and to ensure spot-on color matching, we apply a final coat of paint. This means your parts are ready for real-world handling and application—if they get scratched, there won’t be any telltale marks showing the natural resin color underneath. They’re built to withstand the wear and tear while keeping your brand colors intact.
Assembly: These parts are primed for secondary processes just like their production counter parts. Press fit inserts, pad printing, PCB assembly, split and glue – no problem. Since the parts are made from thermosets there are different considerations, but we can likely take care of all of that for you.
Tolerances: Our starting tolerance for urethane casting is typically around xxx/in, which is slightly looser than production part tolerances. This flexibility is ideal for refining the tolerances you’ll need before committing to production tooling. By pinpointing the right tolerances for multi-component assemblies during the urethane casting stage, you can prevent over-engineering and make smart, cost-effective decisions before investing in hard tooling.
Alright, let's dive into resins! This section is extra credit for those who want to understand the deeper workings of production methods and their materials.
Urethane casting often serves as a steppingstone toward high-volume production. Injection molding resins have some key differences when it comes to the raw material chemistry used.
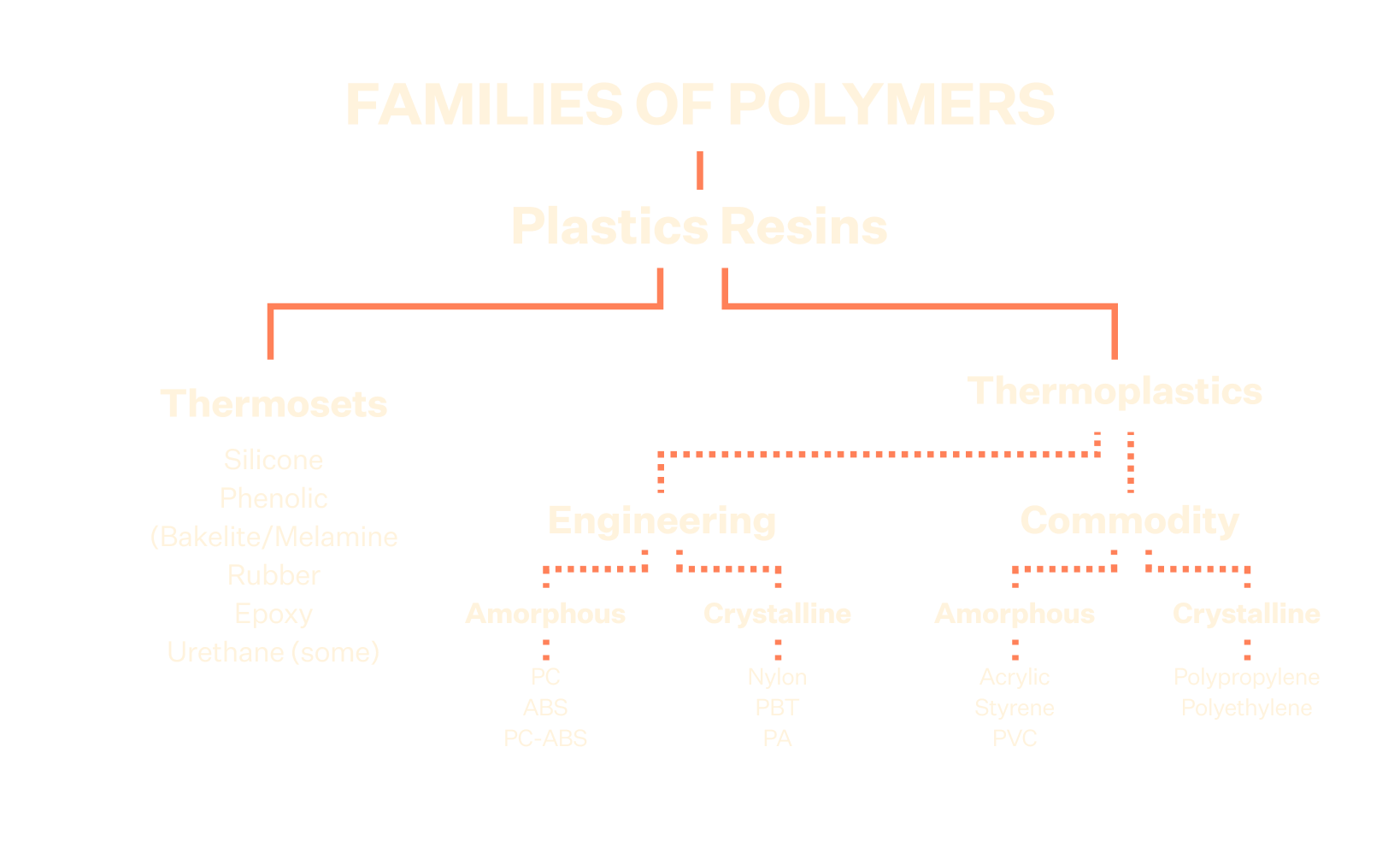
Injection Molding involves melting pellets of the chosen resin and injecting them at high pressure into a metal mold/tool. Once the resin cools, the part is ready to be removed. The resins used here are thermoplastics—they are "one-part" resins that can melt, solidify, and be remelted multiple times. Chocolate, everyone’s favorite treat, acts in a similar way to thermoplastics.
Urethane Casting on the other hand is a bit different. It uses a 2-part mixture of resin and catalyst. This mixture is combined in small batches and poured into a soft mold at low pressure. No added heat is needed, and once cured, these parts are “set” permanently—they can't be melted down or separated again.
These differences mean that actual injection molding resins can't be used in urethane casting, and vice versa. However, urethane casting is often chosen because its molds are faster and easier to make, providing flexibility and speed for prototyping and short-run production.
To meet these needs, our resin suppliers have developed a robust selection of resins that mimic the qualities of production injection molding resins, so whether you're making prototypes, show models, or end-use parts, urethane casting can offer valuable solutions for product companies.
Think Urethane Casting might be the answer ? Check out our no strings attached calculator tool “Instant Calculator"
Get StartedThe Happy Medium: Urethane casting is a powerful way to get “almost production” parts in hand—giving you a realistic feel for the final product with a quick two-week lead time and a reasonable budget. Designers rely on this for two key reasons: first, it’s the final check before tooling to ensure the design is truly production-ready. Second, it provides a set of functional parts you can test, use, and proudly showcase. Catching a small design tweak at this stage can save thousands of dollars and cut weeks from the production tooling process—or, if everything’s spot on, you can move forward with confidence. Either way, it’s a win in the fast-paced world your product lives in.
Small Batch Production: Urethane casting is a game-changer for advancing production samples or kicking off beta testing. Need as-molded parts while your molds are in the works? Or a set of 50 functional parts to validate and secure approval for the next production step? Many of our tech and EV customers rely on this process to keep projects on track—especially when engineering timelines stretch and management is eager to hit milestones. These parts often step in to save the day for teams on tight schedules.
Show Models: With urethane casting, you can go to a tradeshow confidently—these are cast and finished to withstand handling and use, making them perfect for show displays. No more worrying about brittle 3D prints breaking mid-show. We create beautiful, robust parts in nearly any color, with options for clear or tinted lenses. Your samples will look and feel like the real deal—no one will know the difference!
The Financial Bottleneck: Finance departments don’t always move at the same speed as your development team. Often, strict financial rules make it tough to stay agile. Need an injection mold? You might have to wait for CapEx approval or navigate how to spread expenses across months. Urethane casting offers a smart solution here—it’s significantly more affordable and gets you quality parts in just a few weeks, keeping your project moving without the financial hurdles.
An automotive beta build for a local EV manufacture was scheduled, but one team faced delays with the critical frame design, essential for assembly, as other teams relied on these key features to progress toward their own milestones. Our solution allowed all small component teams to proceed in parallel while allowing the foundational frame team to iterate freely without becoming a bottle neck.
1. 3D Printing used as Quick Iteration Tool:
2. Urethane Casting (UC) for Cost-Effective Prototypes:
3. Injection Molding (IM) in Parallel Development:


This parallel prototyping approach saved the customer 30% of their lead time to the Design Verification Testing (DVT) milestone. Thanks to our flexible strategy, the automotive beta build moved forward, minimizing delays and cost.
"Don’t let perfect get the benefit of good." – a good enough design kicked off and printed will allow you to progress through iteration quickly, working for a perfect design in CAD will delay the inevitable adjustment and will slow the overall development.
Think Urethane Casting might be the answer ? Check out our no strings attached calculator tool “Instant Calculator"
Get StartedWhat are the benefits of Urethane casting?
How do features like threads and snaps hold up on urethane cast parts?
How fast is the urethane casting process?
Can you put insert or overmold urethane cast parts?
How long do the silicone molds last?
Do you store the Molds and master patterns?
